Wir haben die passende Technik für Ihr Schneidproblem!
- Erstellen feiner Konturen
- Schneiden von Durchbrüchen
- Schneiden passgenauer Formen
- Trennen dicker und harter Werkstoffe
- Schneiden von Verbundwerkstoffen
- Herstellen von Schriftzügen
 Bei dem Hochdruckwasserstrahlschneiden wird mittels Hydraulikübersetzer (Pumpe) ein Druck von bis zu 4500 bar erzeugt. Dieser Druck wird über ein Leitungssystem zum Schneidkopf geführt und kann dort über ein Pneumatik-Ventil ein- und abgeschaltet werden.
Bei dem Hochdruckwasserstrahlschneiden wird mittels Hydraulikübersetzer (Pumpe) ein Druck von bis zu 4500 bar erzeugt. Dieser Druck wird über ein Leitungssystem zum Schneidkopf geführt und kann dort über ein Pneumatik-Ventil ein- und abgeschaltet werden.
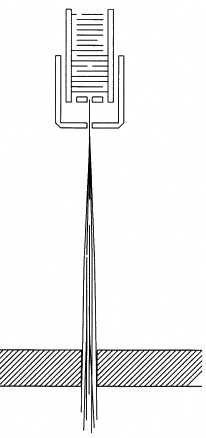
Unterhalb des Pneumatik-Ventils befindet sich eine Saphirdüse, die den Wasserstrahl mit einem Durchmesser von 0,15-0,35mm durchlässt.
Die Wasserstrahlgeschwindigkeit beträgt an dieser Stelle dann bis zu 900m/s, was einer ungefähr dreifachen Schallgeschwindigkeit entspricht.
Nach dieser Saphirdüse wird dem Wasserstrahl in der Mischkammer das Abrasivmittel (Granatsand, Korund oder Olivin) beigemischt, welches durch das Wasser mitgerissen und beschleunigt wird.
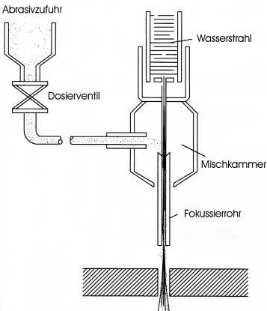 Durch das Fokussierrohr mit einem Durchmesser von 0,8-1,2mm tritt der mit Abrasivmittel versetzte Wasserstrahl dann aus und trennt das zu schneidende Material.
Durch das Fokussierrohr mit einem Durchmesser von 0,8-1,2mm tritt der mit Abrasivmittel versetzte Wasserstrahl dann aus und trennt das zu schneidende Material.
In einem unter dem Material befindlichen Wasserbecken wird die Energie des Wasserstrahls durch Reibung und Diffusion vernichtet und der entstandene Schneidschlamm abgesaugt, welcher im Anschluß entsorgt wird.
Das Wasserstrahlschneiden ist dadurch, daß es sich um ein Verfahren ohne nennenswerte Wärmeentwicklung handelt, ideal für fast alle Werkstoffe geeignet.
- keine thermische Beanspruchung des Materials, d.h. keine Gefügeveränderung bei kritischen Materialien.
- keine Deformation der Schnittkanten, da durch den Wasserstrahl keine bzw. geringe Kräfte (Schubkraft in Schneidrichtung) während des Schneidens ausgeübt werden.
- gute Materialausnutzung durch enge Schachtelung der Werkstücke auf dem Rohmaterial und durch den kleinen Schnittspalt von ca. 1mm.
- Zuschnitt beliebiger Konturen (kleinster Radius r=0,5mm).
- es ist kein Vorbohren erforderlich, der Wasserstrahl kann an jeder beliebigen Stelle der Werkstückkontur eintauchen.
- während des Schneidens keine Funken- oder Staubbildung, das getrennte Material (aus der Schnittfuge) und der Abrasivsand werden im darunter befindlichen Wasserbecken gebunden, abgesaugt und entsorgt.
Bedingt durch die vielfältigen Einsatzmöglichkeiten im Bezug auf das zu schneidende
Material kann das Wasserstrahlschneiden in den unterschiedlichsten Branchen zum
Einsatz kommen.
- Es ist geeignet für das Trennen von metallischen Werkstoffen wie Baustahl, Edelstahl, CrNi-Stahl, Titan,Aluminium, Buntmetallen, Zirkonium und hochlegierten Stählen für die Bereiche Maschinen- und Apparatebau sowie Ofenbau etc.
- Natursteinarbeiten in Marmor, Granit, Sandstein, Tuffstein sowie Agglo-Materialien und Betonwerkstein. Es können einfache Schnitte bis hin zu komplizierten Intarsienarbeiten mit mehreren verschiedenen Werkstoffen (z.B. Naturstein/ Edelstahl/ Spiegelglas) millimetergenau gefertig werden.
- Glas, Kunststoff oder Verbundwerkstoffe können mittels Abrasivwasserstrahltechnik ebenso geschnitten werden, wie eine Vielzahl von Sonderwerkstoffen z.B. Wabenmaterial.